Safety first. The following information is for educational purposes. CNC machining involves high-speed rotating cutters. Always wear eye and ear protection, never leave a running machine unattended, and verify all feeds and speeds for your specific setup.
Water-cooled and air-cooled CNC spindles cool the same motor, they just move the heat two different ways. A water-cooled spindle circulates coolant through the body and runs quieter and cooler, which helps bearing life on long jobs. An air-cooled spindle uses a tail fan, is far simpler to wire and live with, and has no leak or freeze risk. For most hobby shops the choice comes down to duty cycle and shop environment, not power.
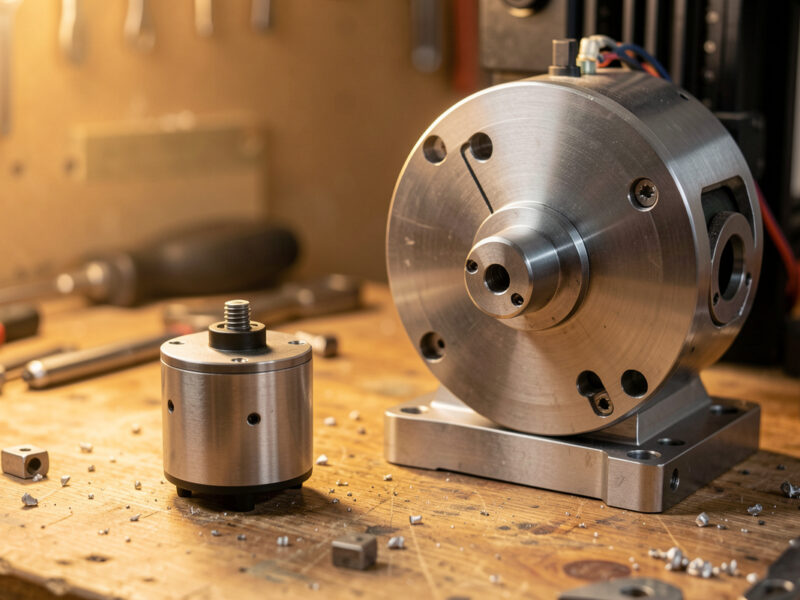
I run both. My daily driver on the Shapeoko Pro is a 65mm 1.5kW air-cooled unit because one less plumbing failure point matters when I cut in short bursts. I keep a water-cooled spindle on the bench for the long surfacing runs and aluminum jobs where bearing temperature is what quietly ends a spindle early. This is the honest side-by-side, with no pretending one is universally better. For where this fits in the bigger picture, start at the CNC spindle and router guide, and if you are still deciding between a spindle and a router at all, read the router vs spindle comparison first.
How each one moves heat
An induction spindle makes heat in its windings and bearings, and that heat has to go somewhere or it cooks the motor and the bearing grease. An air-cooled spindle solves this with a fan on the tail end that pulls air over fins down the body. A water-cooled spindle wraps a coolant channel around the stator and pushes liquid through it to a reservoir and back, carrying heat away far more effectively than air.
Liquid simply carries more heat per pass than air, so a water-cooled spindle holds a lower, steadier operating temperature even when it is working hard. That is the whole technical case for water. The trade is that you now have a loop to build and maintain, where the air-cooled unit needs nothing but power and a clear fan intake. Everything else — noise, bearing life, maintenance — flows from this one difference in how the heat leaves.

Noise: the difference you hear first
The most immediate reason people go water-cooled is sound. An air-cooled spindle’s tail fan adds a constant rush of air noise on top of the motor hum — not the screaming whine of a trim router, but a steady presence. A water-cooled spindle has no fan at all, so it is the quietest thing you can hang on a hobby gantry; the loudest sound in the room becomes the cut itself.
That quiet is not just comfort. When the spindle is silent, you can hear the cut change — a shift in pitch as a bit dulls, the rattle of recut chips, the buzz of chatter starting. On my water-cooled unit I catch problems by ear that the air-cooled fan would mask. If your shop is shared space or you cut for hours, that difference is worth more than the spec sheet suggests. The flip side: the air-cooled fan is also pulling air, which can draw dust toward the intake if your dust collection is not dialed in.
Cooling performance and bearing life
Bearings are usually what kills a hobby spindle, and they die from heat and contamination. Because a water-cooled spindle holds a lower operating temperature, the bearing grease stays in spec longer and the bearings last longer across hard, sustained work — bearing makers like SKF put numbers on this, their grease-life data showing roughly a halving for every 15°C of operating-temperature rise. On an all-day surfacing job or a long aluminum adaptive-clearing program, that thermal headroom is real and measurable in how the spindle feels at the end of the run.
An air-cooled spindle is perfectly happy for intermittent work — sign blanks, sheet goods, short jobs — where it never gets the chance to heat-soak. Push it into back-to-back hours of heavy cutting in a warm shop and temperatures climb, and sustained heat is exactly what shortens bearing life. This is why my long-job and metal work goes on the water-cooled spindle: not because air-cooling fails, but because removing heat is the single biggest lever on how long the bearings survive. Diagnosing a spindle that is already heading that way is covered in spindle runout and bearing maintenance.
The water loop: what it actually involves
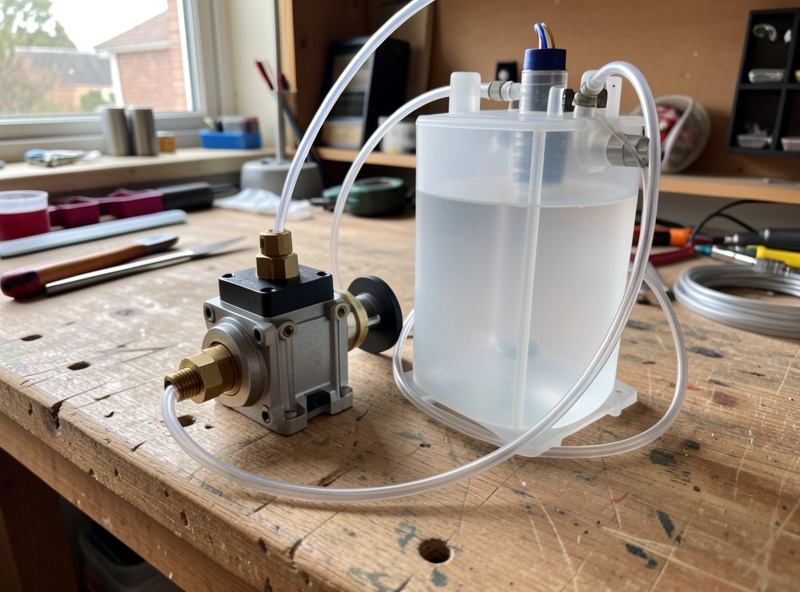
A water loop is not complicated, but it is real hardware you now own: a small submersible or inline pump, a reservoir of a few liters, tubing run up the gantry through a drag chain, and coolant — not plain tap water, because that grows algae and corrodes. Most people run distilled water with a corrosion inhibitor or a proper coolant additive, and a touch of antifreeze if the shop drops below freezing.
The risks are leaks and freezing. A hose that pops or a fitting that loosens can drip onto electronics or the workpiece, so you route and secure the lines like you mean it, ideally through a drag chain with the rest of your cabling. In an unheated Nordic workshop like mine, a line of plain water left over winter will freeze, expand, and crack something — the antifreeze mix is not optional. None of this is hard, but it is maintenance an air-cooled spindle never asks for.
As an Amazon Associate I earn from qualifying purchases. If you go the water route, a complete water-cooled spindle and VFD kit that bundles the pump and tubing saves a lot of sourcing mismatched parts.
Maintenance and failure modes
Air-cooled maintenance is almost nothing: keep the fan intake clear of dust so it can breathe, and that is the job. The failure mode is a clogged or failed fan letting the spindle overheat, which is rare and obvious. It is the low-effort, low-attention option, and that simplicity is a genuine feature, not a consolation prize.
Water-cooled maintenance is a small recurring task: check the coolant level and condition, top off, change the fluid before it gets gunky, and watch for leaks at the fittings. The failure modes are a stuck pump, a leak, or frozen coolant — all preventable with basic attention, all capable of ruining a job or a spindle if ignored. Neither is a heavy burden, but they are different burdens, and you should pick the one that matches how much fiddling you actually want to do.
| Factor | Air-cooled | Water-cooled |
|---|---|---|
| Noise | Fan adds steady air rush | Silent — no fan |
| Operating temperature | Higher on long jobs | Lower and steadier |
| Bearing life (heavy use) | Good for intermittent work | Better under sustained load |
| Setup complexity | Power and mount only | Pump, reservoir, tubing, coolant |
| Ongoing maintenance | Keep fan intake clear | Coolant checks, leak watch |
| Risks | Fan clog (rare) | Leaks, freezing |
| Best for | Short bursts, simple setups | Long jobs, aluminum, quiet shops |
How I choose between them
If you cut in short sessions, mostly wood and plastic, and want the least to go wrong, buy air-cooled. It bolts on, needs nothing but power, and never leaks or freezes. For the majority of hobby work it is the sensible default, and the small fan noise is a fair price for never thinking about a coolant loop. That is what lives on my daily-driver machine for a reason.
If you run long jobs, cut aluminum regularly, work in a shared or quiet space, or simply want the longest bearing life under hard use, the water-cooled spindle earns its plumbing. The lower temperatures pay off exactly where air-cooling struggles, and the silence is genuinely better to work next to. Match the cooling to your duty cycle and shop, set the VFD up correctly either way per the VFD setup guide, and run the right RPM for your material so the spindle is never working harder than it needs to.
Frequently Asked Questions
Is a water-cooled CNC spindle quieter than air-cooled?
Yes. A water-cooled spindle has no tail fan, so it is the quietest option for a hobby machine and lets you hear the cut itself. An air-cooled spindle adds a steady rush of fan air noise on top of the motor hum.
Does water cooling make a spindle last longer?
It helps bearing life under sustained heavy use. Water holds a lower, steadier operating temperature, so the bearing grease stays in spec longer on long jobs and aluminum work. For short intermittent cutting, an air-cooled spindle lasts perfectly well.
What coolant should I use in a water-cooled spindle?
Use distilled water with a corrosion inhibitor or a proper coolant additive, never plain tap water, which grows algae and corrodes. Add antifreeze if your shop drops below freezing, since plain water will freeze, expand, and crack components.
Is a water-cooled spindle hard to set up?
Not hard, but it is real hardware: a small pump, a reservoir, tubing routed up the gantry, and coolant. You also accept leak and freeze risk. An air-cooled spindle needs only power and a mount, which is why many hobbyists start there.
Which is better for cutting aluminum?
Water-cooled, generally. Aluminum jobs often mean long adaptive-clearing programs that heat-soak the spindle, and the lower water temperature protects bearing life. An air-cooled spindle can cut aluminum too, but it runs hotter on sustained metal work.