Safety first. The following information is for educational purposes. CNC machining involves high-speed rotating cutters. Always wear eye and ear protection, never leave a running machine unattended, and verify all feeds and speeds for your specific setup.
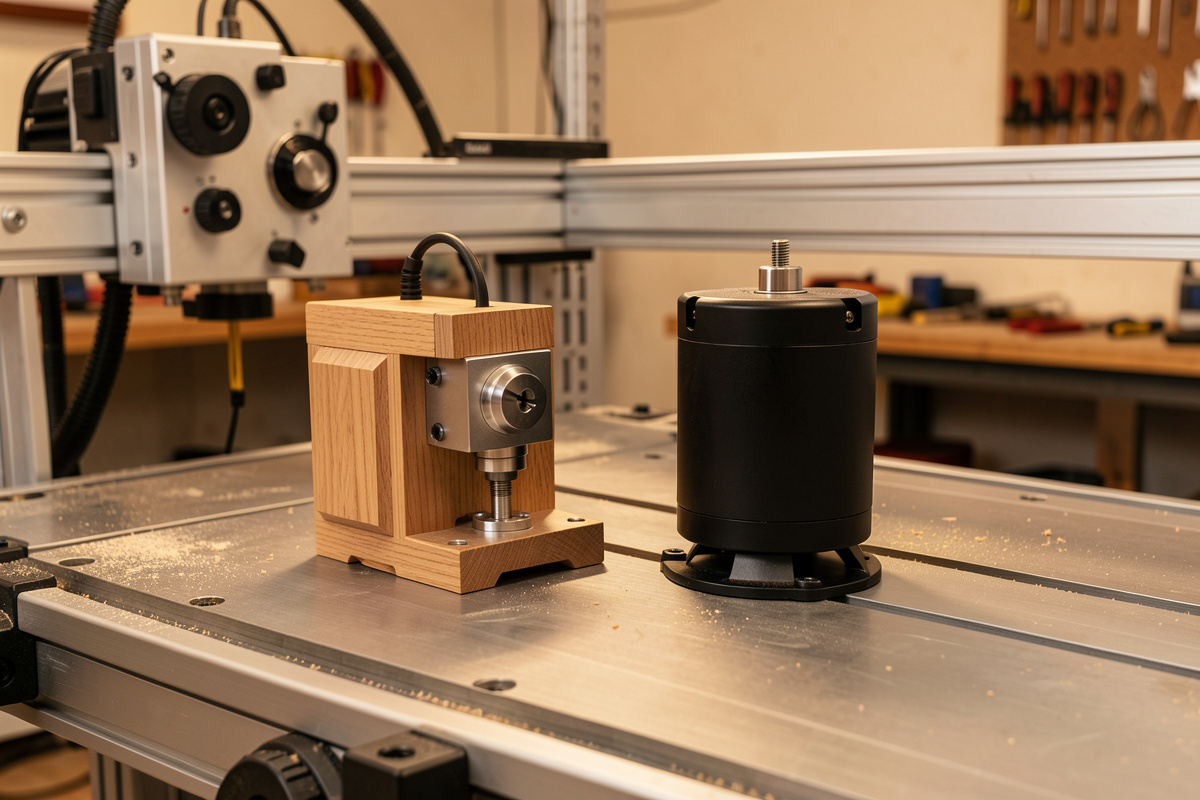
A trim router and a VFD spindle both spin a cutter, but they are different machines underneath. The router is a brushed universal motor screaming at fixed high RPM with no low-end torque; the spindle is a three-phase induction motor that holds power across its range, runs far quieter, and grips tooling through ER collets. Spec for spec, the spindle wins everywhere except up-front cost and wiring simplicity.
I have run both for years on the same machine — a Makita-class router on my Shapeoko Pro, then a 65mm 1.5kW air-cooled VFD spindle in its place. This is the side-by-side I wish someone had laid out before I bought, going attribute by attribute rather than hand-waving “the spindle is better.” If you are still deciding whether the swap is worth the money and effort, pair this with CNC spindle vs router: when the VFD upgrade is worth it, which handles the spend-or-not decision; this article is the spec comparison underneath it. Both sit under the broader CNC spindle and router guide.
The core difference: motor type and torque curve
The single fact that explains every other difference is the motor. A trim router uses a brushed universal motor: cheap, light, and happy to spin fast, but its torque collapses at the bottom of its range and its brushes wear. A VFD spindle uses a three-phase asynchronous induction motor with no brushes, designed to hold torque across a broad band and run continuously without overheating.
That torque curve is why a router bogs and a spindle does not. When a bit loads up in a deep pass, the router sheds RPM and either burns the cut or stalls; the spindle holds speed because the VFD feeds it the power to maintain frequency. In wood at high RPM you may never notice. In aluminum, where you need low RPM and steady torque, the router simply cannot deliver and the spindle is in its element. Everything below flows from this one structural difference.

RPM range and the low-end problem
A trim router typically runs 10,000 to 30,000 RPM, and the bottom of that range is a marketing number, not a usable one — torque is so thin down low that you cannot actually cut there. A VFD spindle runs roughly 6,000 or 8,000 up to 24,000 RPM with real torque available across the band, which is the entire point.
The low end matters because surface speed in metal forces low RPM. Cutting 6061 with a 1/4″ tool wants something near 8,000 to 12,000 RPM; a router that bottoms out at 10,000 with no torque there cannot do it without dropping to a tiny cutter and praying. The spindle holds torque at 8,000 and cuts aluminum like it is supposed to. For wood and plastic at 18,000-plus, both reach the speed, but only one is quiet doing it. The material-by-material logic is in choosing spindle RPM by material.
Speed control and automation
On a router you set speed with a thumbwheel and hope. There is no feedback, no repeatability between jobs, and no way for the machine to change RPM mid-program. A VFD spindle is controlled by frequency, and once you wire the VFD’s 0–10V analog input to the controller, your G-code sets the RPM directly — S18000 in the program actually produces 18,000 RPM, and a tool change to an aluminum operation can drop it automatically.
That automation is a bigger deal than it sounds. It means your speeds and feeds are repeatable, your CAM controls the whole cut, and you stop babysitting a dial. Setting up that 0–10V link, along with every parameter the spindle needs, is covered step by step in the VFD setup for CNC spindle guide. It is the upgrade that turns a spindle from “quieter router” into a properly integrated tool.
Tool holding: router collet vs ER
Routers use a single proprietary collet, usually one size, swapped with a wrench-and-spindle-lock that is fiddly and rarely true. VFD spindles use the ER system — ER11, ER16, or ER20 depending on frame size — with a collet for each shank diameter and runout that, with a clean taper and proper seating, lands under about 0.01 mm. Better grip means better finish and longer tool life.
The ER advantage is range and accuracy. One spindle takes 1/8″, 1/4″, 6mm, and 3mm tooling just by changing collets, each gripping a tuned 1 mm range. A router collet is a compromise that grips one size acceptably and others poorly. If you run varied tooling — and once you have V-bits, compression bits, and single-flutes you will — the ER system is a real step up. Sizing and seating them correctly is in the ER collet selection guide, and the broader tooling picture is in the router bits guide.

Noise, dust, and duty cycle
This is the difference you feel in your body. A trim router idles around 85 to 95 dB of universal-motor whine — at or above the 85 dBA level NIOSH sets as its recommended exposure limit before hearing protection is advised — the kind that means ear defenders for every cut and a tired head after an hour. A VFD spindle hums; air-cooled units add some fan noise, water-cooled ones are quieter still, and in both cases you can hear the cut itself instead of the motor.
Duty cycle is the other quiet win. A router’s brushes and bearings are rated for intermittent trim work, not hours of continuous machining, so long jobs wear them and heat builds. A VFD spindle is continuous-rated by design, and a water-cooled one holds bearing temperature down across all-day surfacing. Dust behaves differently too: a router’s internal fan and a spindle’s tail fan both pull air, but the spindle’s smoother running lets a dust boot do its job without the cutter screaming through it.
Cost of ownership
The router wins the sticker price and nothing else. A router is roughly the cost of a decent bit set; a spindle means buying the spindle, a VFD, a mount, and wiring, plus your time to set it up. But the router consumes brushes and itself over time and caps what you can cut, while the spindle is a buy-once component that expands the machine’s capability. Over a machine’s life, the cheaper motor is not always the cheaper choice once you count the jobs it cannot do.
| Spec | Trim router | VFD spindle |
|---|---|---|
| Motor type | Brushed universal | 3-phase induction (brushless) |
| Power band | ~0.7–1.25kW peak | 0.8–2.2kW continuous |
| RPM range | 10,000–30,000 (thin low end) | 6,000/8,000–24,000 (full torque) |
| Aluminum capable | Marginal — no low-RPM torque | Yes — the right tool for it |
| Speed control | Manual dial, no feedback | VFD, repeatable, 0–10V auto |
| Tool holding | Single fixed collet | ER11/ER16/ER20 set |
| Typical runout | Often 0.02mm+ | Under ~0.01mm |
| Noise | ~85–95 dB whine | Quiet hum |
| Duty cycle | Intermittent | Continuous-rated |
| Up-front cost | Low | Higher (spindle+VFD+wiring) |
| Setup effort | Bolt on, done | Wiring and VFD parameters |
Which one for which builder
If you cut wood and plastic at high RPM, run short jobs, and want to spend the least to get cutting, the trim router is genuinely the right call and I will not pretend otherwise. It is light, simple, and bolts on in minutes. Plenty of excellent work comes off router-equipped machines every day.
If you want quiet, you cut aluminum or plan to, you run long jobs, or you want your CAM to control speed automatically, the VFD spindle is worth every krona. It is the upgrade that changed how my shop sounds and what it can cut, and it is the rung most serious hobbyists eventually reach. The honest decision — including the wiring and budget reality — is laid out in when the VFD upgrade is worth it, and where the spindle fits among other mods is in CNC router upgrades that actually pay off.
Frequently Asked Questions
Is a CNC spindle quieter than a router?
Yes, noticeably. A trim router idles around 85 to 95 dB of universal-motor whine. A VFD spindle hums; air-cooled units add some fan noise and water-cooled ones are quieter still. The bigger benefit is hearing the cut itself instead of the motor.
Can a trim router cut aluminum?
Marginally. Routers bottom out near 10,000 RPM with almost no torque there, but 6061 aluminum with a 1/4-inch tool wants roughly 8,000 to 12,000 RPM. A VFD spindle holds torque at those low speeds, which is why it is the right tool for metal.
What collets does a VFD spindle use?
The ER system, usually ER11 on small 0.8kW spindles and ER16 or ER20 on larger ones. Each collet grips a 1mm range, so one spindle handles 1/8-inch, 1/4-inch, 6mm, and 3mm tooling just by swapping collets, unlike a router’s single fixed collet.
Does a spindle let the machine control RPM automatically?
Yes, once you wire the VFD 0 to 10V analog input to the controller. Then an S-word in your G-code sets the actual RPM, so CAM controls speed and a tool change to an aluminum operation can drop RPM automatically. A router has only a manual dial.
Is a VFD spindle worth the extra cost?
For aluminum, quiet operation, long jobs, and automated speed control, yes. For high-RPM wood and plastic on a tight budget, a trim router is genuinely fine. The spindle is a buy-once capability upgrade; the router is the cheaper entry point.
What is the runout difference between a router and a spindle?
Trim routers often show 0.02mm or more of runout from their single fixed collet. A quality VFD spindle with a clean taper and properly seated ER collet holds under about 0.01mm, which means better finish, more accurate cuts, and longer tool life.