Safety first. The following information is for educational purposes. CNC machining involves high-speed rotating cutters. Always wear eye and ear protection, never leave a running machine unattended, and verify all feeds and speeds for your specific setup.
Spindle runout is how far the tool wobbles off the true axis of rotation, measured as total indicator reading with a dial indicator. A good hobby spindle holds under about 0.01 mm at the collet; much more than that gives oversized cuts, poor finish, and tools that die early. The skill is not measuring it — it is isolating whether the wobble comes from the spindle bearings, the collet, the tool, or deflection, because each has a different fix.
Most “my spindle is bad” panics I have helped sort out were a dirty collet or a bent bit, not the bearings. But bearings do wear, and a spindle that idles rough, runs hot, and shows runout creeping up over weeks is telling you something. This guide walks through measuring runout properly, isolating the source, recognizing failing bearings, and the maintenance that keeps a spindle alive — plus the honest call on whether to rebuild or replace. It sits under the CNC spindle and router guide and follows naturally from the ER collet selection guide, since the collet is the first suspect.
What runout is and how much is too much
Runout is the radial deviation of the tool as the spindle turns — if the cutting edge traces a circle slightly larger than the tool itself, that extra diameter is your runout, expressed as total indicator reading. A quality hobby VFD spindle with a clean taper and a properly seated collet holds under roughly 0.01 mm; precision spindles do better, and worn or abused ones drift well past it.
Why it matters beyond a number: runout means one flute cuts harder than the others, so a two-flute behaves like a single-flute taking double the chipload on the loaded edge. That uneven load roughens the finish, oversizes slots and pockets, and shortens tool life because one edge does most of the work and wears or chips first. In small bits the effect is brutal — a 1/8″ tool with 0.03 mm of runout is living dangerously. Getting runout low is not perfectionism; it is what keeps small tools alive and dimensions honest, which ties directly to the feeds in RPM by material.
How to measure runout with a dial indicator
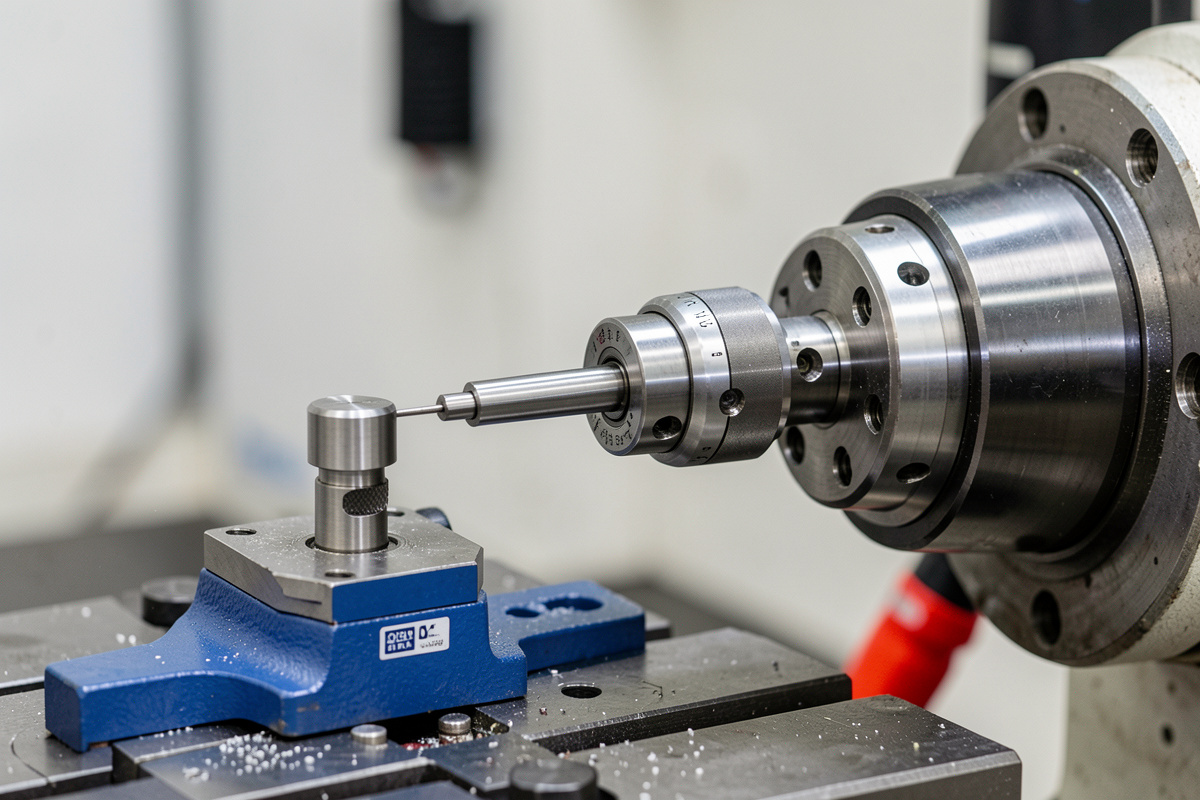
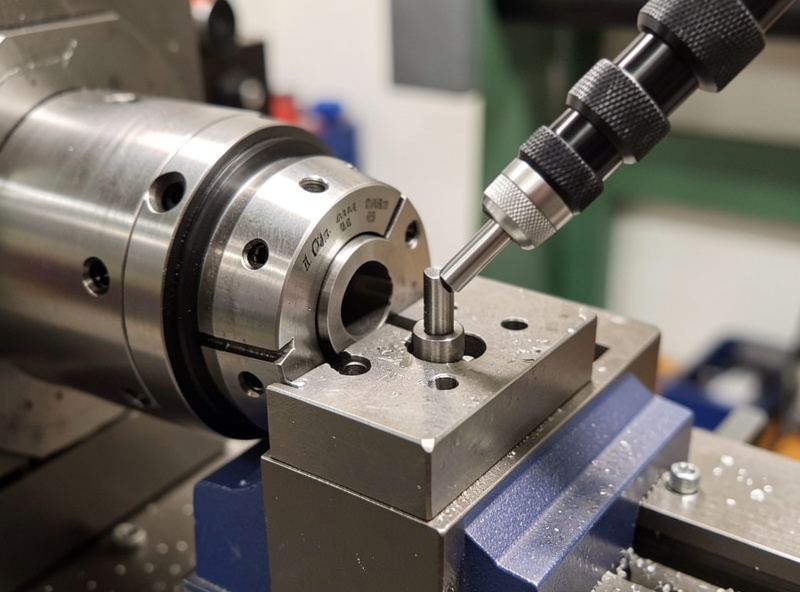
You need a dial test indicator reading to 0.01 mm or finer on a magnetic base, and ideally a precision ground dowel pin to chuck instead of a real bit, because a cutting edge gives a false reading. Mount the magnetic base on a solid part of the machine, bring the indicator tip against the pin, preload it a little, and rotate the spindle slowly by hand through a full turn. The difference between the highest and lowest reading is your total indicator reading.
Measure at more than one place. Put the tip on the ground pin right where it exits the collet, then again near the tip of the pin; take a reading on the spindle nose or the bare taper too if you can reach it. Each location tells you something different, and a single reading at the tool tip lumps every error source together. Power off and rotate by hand — never measure a spinning spindle against an indicator. With a few readings at different points, you can actually locate the problem instead of guessing.
As an Amazon Associate I earn from qualifying purchases. A basic dial test indicator and magnetic base set is one of the most useful diagnostic tools on a CNC bench and doubles for tramming and zeroing.
Isolating the source: spindle, collet, tool, or deflection
This is where the diagnosis happens. If the bare spindle nose or taper reads high with no collet installed, the runout is in the spindle itself — its bearings or the taper. If the nose is true but a ground pin in the collet reads high, the collet or its seating is the culprit, so clean everything, reseat per the snap-into-the-nut sequence, and try a different collet before condemning anything.
If the pin reads low near the collet but the error grows as you move toward its tip, you are seeing a bent pin or a tool-straightness problem, not the spindle. And if a reading is fine at rest but the tool clearly deflects under cutting load, that is rigidity and stick-out, not runout — shorten the stick-out and reduce the load. Swap one variable at a time: different collet, different pin, bare taper. The point that changes the reading is the point that holds the fault. This methodical swap is the same logic I use across the machines I run when chasing chatter, covered more broadly in troubleshooting desktop CNC.

When the bearings are the problem
Bearings rarely fail suddenly — they warn you. The classic signs are a spindle that has grown noisier at idle, a low growl or grinding that was not there before, heat at the nose after short runs, vibration you can feel through the gantry, and runout on the bare taper that has crept up over time. Any one of these alone might be something else; together they point at the angular contact bearings that carry the spindle.
Heat is both a symptom and a cause. As bearings wear, they run hotter, and heat degrades the grease and accelerates the wear — a loop that ends in seizure if ignored. This is exactly where a water-cooled spindle’s lower operating temperature buys bearing life, as I cover in water-cooled vs air-cooled spindles. If your bare-taper runout has roughly doubled from when the spindle was new and it idles rough and warm, the bearings are on their way out, and no amount of collet cleaning will fix it.
Maintenance that extends bearing life
Most spindle deaths are avoidable. Keep the taper and collet spotless so you are not grinding grit into the bearings through contamination, never run an induction spindle far below its rated band where it loses the airflow that cools it, and avoid the crashes and heavy side loads that hammer the bearings out of alignment in a single bad moment. A new spindle benefits from a gentle break-in, run at increasing speeds for a while before you load it hard.
Watch your temperatures and your cut. If a spindle starts running warmer than usual for the same job, or the finish degrades and runout creeps up, treat it as an early warning and investigate before it becomes a seizure mid-job. Good dust collection keeps abrasive dust away from the seals, and sensible feeds keep the spindle from working harder than it should. None of this is exotic — it is just refusing to abuse the one component doing all the cutting.
Rebuild the bearings or replace the spindle?
The honest answer is about money and skill. On a cheap spindle, replacement bearings, the press tools, and the time to set the correct preload often cost more than a new spindle, so most people simply swap the whole unit and move on — there is no shame in it. The economics just do not favor rebuilding a budget spindle.
On a better spindle, replacing the angular contact bearings can be worth it, but it is real precision work: matched bearing pairs set to the preload the bearing maker specifies — NSK and SKF publish the matched-set arrangements and preload data for their angular-contact pairs — plus cleanliness and proper tooling, because a rushed rebuild runs worse than the worn bearings did. If you are not set up for that, it is a job for someone who is. Either way, the decision starts with an accurate diagnosis — confirm the runout is genuinely in the spindle bearings and not a collet or tool, then decide. That diagnostic discipline is the whole point of this guide, and it sits alongside the rest of the spindle decisions in the router vs spindle comparison and the VFD setup guide.
Reading runout in your finished parts
You do not always need an indicator to suspect runout — the parts tell on it. Slots that come out consistently wider than the tool, holes that gauge oversized, and pocket walls with a faint taper all point to the cutter sweeping a bigger circle than its nominal diameter. If a 6 mm slot measures 6.1 mm with a sharp bit and correct feeds, runout is a prime suspect before you blame the toolpath.
Tool wear patterns are the other tell. Pull a used bit and look at the flutes under a loupe: if one edge is visibly more worn or chipped than the other on a two-flute, that edge has been doing the lion’s share of the cutting because runout loaded it harder. Even finish quality leaks information — a regular, repeating chatter mark at the tool’s rotational frequency, rather than random tear-out, often traces back to a tool running off-center. When the symptoms in the parts line up with a high reading on the indicator, you have your answer, and the fix follows the isolation steps above. Catching it early, before it eats a batch of parts or snaps a small tool mid-job, is exactly why I keep an indicator on the bench and check a new spindle the day it arrives. The same measure-don’t-guess habit underpins the whole CNC workflow mindset, from tramming to zeroing.