
Safety first. The following information is for educational purposes. CNC machining involves high-speed rotating cutters. Always wear eye and ear protection, never leave a running machine unattended, and verify all feeds and speeds for your specific setup.
A CNC vise is the workholding answer when you’re machining small, thick parts or running the same part again and again. Where clamping to the bed is flexible but slow to set up precisely, a trammed vise with soft jaws locates a part the same way every time — dial in the first one and the rest just drop in. That repeatability, plus the serious gripping force a vise applies, is why it’s the hold I reach for on small metal parts and any job where I need to make ten or fifty identical pieces without re-zeroing each one.
This is when a vise beats other methods, how to set one up so it actually holds accurately, and where soft jaws turn a vise into a custom fixture. It sits alongside the other holds in my CNC workholding guide; for large flat parts a vise is the wrong tool and the clamps deep dive or vacuum table guide covers those instead.
A quick note: some links below are affiliate links. Buy through one and I may earn a small commission at no extra cost to you. I only point to gear I’d actually mount on my own bed — details on my disclaimer page.
When a Vise Beats Clamping to the Bed
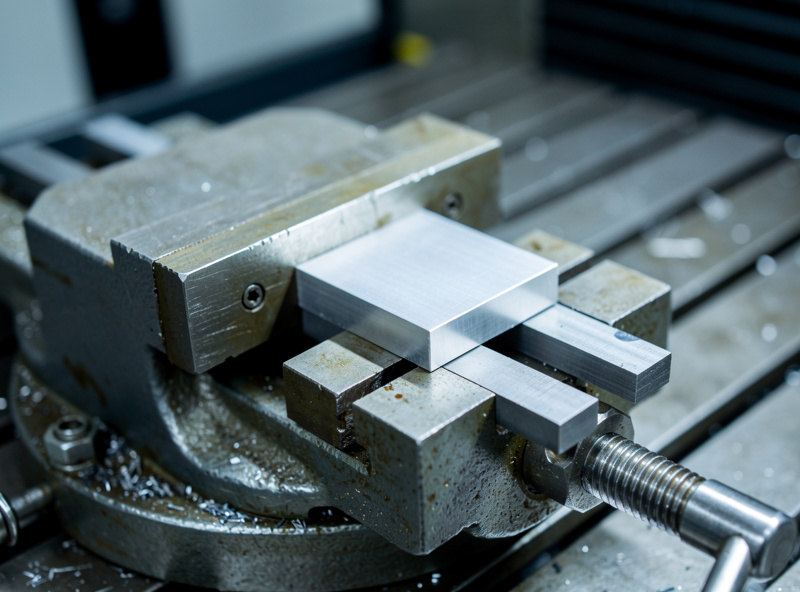
A vise earns its place in three situations. First, small thick parts: a block too small to clamp safely on the bed sits perfectly in vise jaws, gripped on two faces with the top open for machining. Second, repeat runs: the vise locates each blank in the same place, so a production batch loads and unloads without re-measuring. Third, accuracy: a quality vise with ground jaws holds a part more squarely and rigidly than clamps pressing on a spoilboard, which matters for parts that need tight tolerances.
The trade-offs are real, though. A vise has a small work envelope — it holds what fits between the jaws and no more, so large panels and sheet goods are out. It also takes bench real estate and needs to be indicated square before you trust it. For most of my wood and sheet work, clamps and tape are faster and more flexible; the vise comes out specifically when the part is small, thick, metal, or repeated. Knowing that boundary keeps me from forcing a vise onto a job it doesn’t suit.
Vise Types for a Desktop CNC
Not every vise belongs on a CNC. A standard drill-press vise is cheap but its jaw parallelism and squareness vary, so it’s fine for rough work and non-critical dimensions but not for precision. A proper machinist vise — ground jaws, accurate geometry, rigid construction — locates parts repeatably and is the real upgrade, though it’s a meaningful investment. Self-centering vises move both jaws together to keep a part centered, useful for symmetrical machining. For a desktop router cutting wood, plastics, and the occasional aluminum part, a solid mid-size CNC machine vise hits the sweet spot of grip, accuracy, and footprint.
Match the vise to the work envelope of your machine. An oversized industrial vise eats your whole travel and adds height that a hobby gantry may not clear; an undersized one limits part size. I’d rather have a moderately sized, accurate vise that fits my machine than a huge one I can barely work around. Bolt it down through the T-track or a fixture plate so it can’t shift, because a vise that moves mid-cut defeats the entire point of using one.
Tramming and Setting Up the Vise
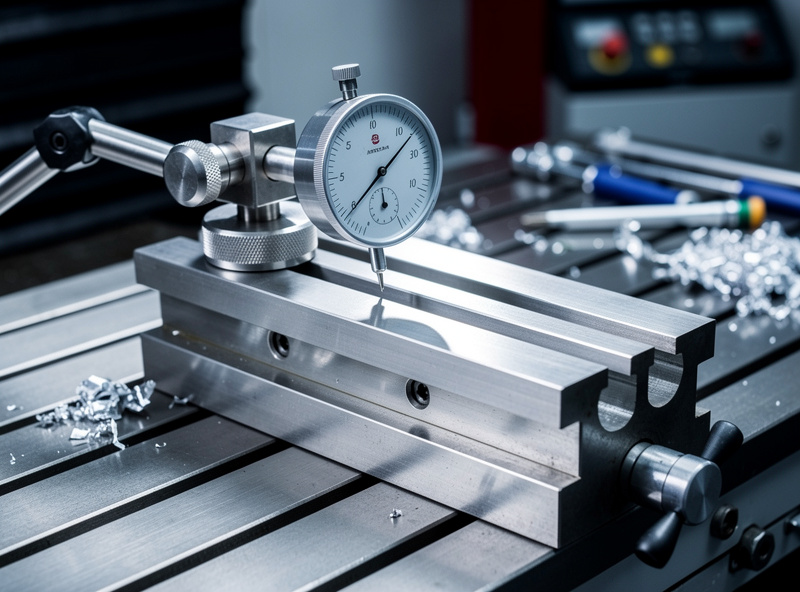
A vise is only as accurate as its alignment to the machine axes. Before I trust a vise for precise work I indicate the fixed jaw with a dial indicator and magnetic base, sweeping along the jaw and adjusting until it reads parallel to the machine’s X or Y axis within a tenth of a degree or better. Skip this and every part comes out skewed relative to your program — the vise holds solidly but in the wrong orientation, which is the same locating-versus-clamping mistake that plagues bed clamping.
Once a vise is trammed and bolted down, its position is repeatable, which is the quiet superpower of vise work. I can note the work offset, pull the vise for a sheet-goods job, and bolt it back to the same holes later with only a quick re-check rather than a full re-tram. That repeatability is what makes a vise the backbone of any small-part production on the machine — the setup cost is paid once, and every part after locates itself. The only ongoing discipline is checking that nothing has crept: a dropped chip under a parallel or a jaw that picked up a burr will throw a part off, so I keep the jaws and parallels clean and deburred.
Parallels — precision-ground steel strips — sit under the workpiece to raise it above the jaws so you can machine through it without cutting into the vise. They must match in thickness and sit flat, and a part tapped down onto parallels should grip them snugly when the vise closes, confirming the part is seated square. A set of machinist parallels in assorted heights is essential vise kit — without them you’re either cutting into the jaws or machining only the very top of a part.
Soft Jaws: Turning a Vise Into a Fixture
Soft jaws are where a vise becomes genuinely powerful. They’re replaceable aluminum or soft-steel jaws you can machine to the exact contour of your part, so an awkward shape grips securely without marring and locates perfectly every time. Cut a pocket into the soft jaws matching the part profile, and now loading the part is foolproof — it only fits one way, in one place. For a production run this is transformative: the soft jaws become a custom fixture that makes every part identical.
You machine soft jaws right in the vise on your own CNC, which is a satisfying bit of the machine making its own tooling. Clamp the blank jaws, cut the cradle for your part, and you’ve built a dedicated fixture in minutes. This is the same fixture-thinking that runs through the whole workshop — the CNC vs 3D printing for jigs and fixtures comparison covers when to machine a fixture versus print one, and soft jaws are the vise’s version of exactly that idea.
There’s a workflow detail worth getting right: cut the soft-jaw pocket with the same vise pressure you’ll use to hold the real part. Soft jaws flex slightly under clamping load, so if you machine the cradle with the jaws barely closed and then crank down hard on production, the pocket geometry shifts and grip suffers. I close the jaws to working pressure against a spacer, cut the pocket, and then every part loads into a cradle that matches the clamped state exactly. It’s the kind of detail that separates a soft-jaw setup that holds a hundred identical parts from one that slowly drifts out of tolerance over a run.
Vises and Aluminum: The Natural Pairing
If there’s one material that pushes me toward a vise, it’s 6061 aluminum. Aluminum parts tend to be small and thick, the cutting loads in an adaptive roughing pass are several times what wood generates, and chatter from a marginal hold is exactly what welds chips to a cutter and snaps it. A vise grips two full faces with serious clamping force and the rigidity to resist chatter, which is precisely what aluminum demands. Tape and light clamping that hold pine for engraving simply won’t survive an aluminum pocketing pass. Pair the vise with shallow depths of cut, a single-flute cutter, and air or mist, and small aluminum parts that felt out of reach become routine — the hold is what unlocks the material.
Vise Types Compared
| Vise type | Accuracy | Cost | Best for |
|---|---|---|---|
| Drill-press vise | Low-variable | Low | Rough work, non-critical parts |
| Machinist vise | High | Medium-high | Precision parts, repeat runs |
| Self-centering vise | High | High | Symmetrical parts, centered work |
| Soft-jaw setup | Very high (custom) | Adds to base vise | Production runs, odd shapes |
Frequently Asked Questions
Do I need a vise for a CNC router?
Only if you machine small thick parts or repeat runs needing precise, repeatable location. A trammed vise with soft jaws gives fast, accurate changeover. For large flat panels and sheet goods, clamps, tape, or a vacuum table are better fits than a vise.
What kind of vise is best for CNC?
A proper machinist vise with ground jaws and accurate geometry locates parts repeatably and is the real upgrade over a drill-press vise. Match its size to your machine travel so it does not eat your work envelope or exceed the gantry clearance.
How do I set up a CNC vise accurately?
Bolt it down firmly, then indicate the fixed jaw with a dial indicator, adjusting until it reads parallel to the machine axis within a tenth of a degree. Use parallels under the part to raise it above the jaws so you can machine through without cutting steel.
What are soft jaws and why use them?
Soft jaws are replaceable aluminum or soft-steel jaws you machine to your part’s exact contour. They grip odd shapes securely without marring and locate each part identically, effectively turning the vise into a custom fixture ideal for production runs.
What are parallels used for in a vise?
Parallels are precision-ground steel strips that sit under the workpiece, raising it above the jaws so the cutter can machine through the part without hitting the vise. They must match in thickness and sit flat so the part seats square in the jaws.


