Safety first. The following information is for educational purposes. CNC machining involves high-speed rotating cutters. Always wear eye and ear protection, never leave a running machine unattended, and verify all feeds and speeds for your specific setup.
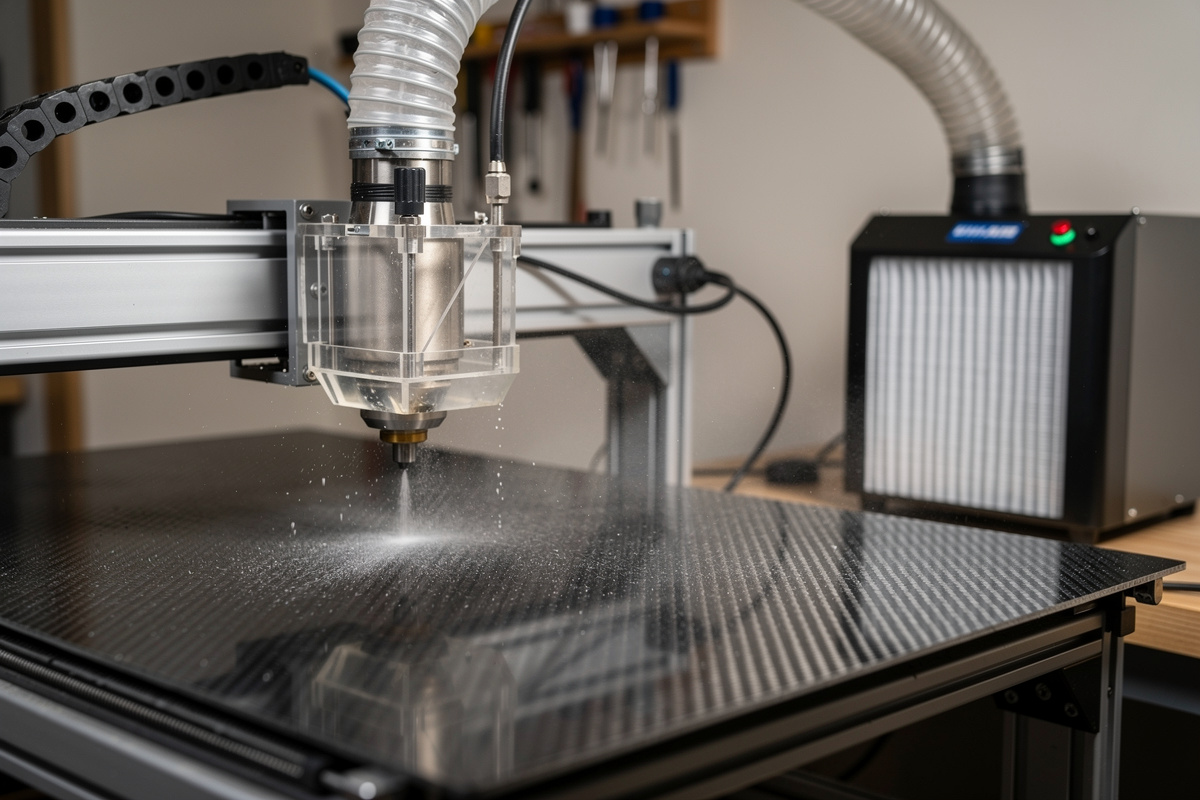
Cutting carbon fiber on CNC is the most demanding common hobby material — extremely abrasive fibers eat tools fast, the dust is harmful to lungs and electronics, and the cuts produce dramatic chip splinters that fly across the workshop. After running 18+ carbon fiber cuts in 2026 across CFRP sheet and tubing, the working profile uses a 1/4″ diamond-coated end mill at 15,000 RPM, 30 IPM, 0.5 mm depth of cut, full mist coolant, and aggressive dust collection. Without these protections, expect tool wear in 60–90 minutes and a workshop full of carbon dust.
This article covers carbon fiber CNC settings, the tooling requirements, the dust and ventilation safety protocols, and the post-processing techniques. It is the carbon fiber companion to our CNC feeds and speeds hub.
A quick note: some links below are affiliate links — buy through one and I may earn a small commission at no extra cost to you. Carbon fiber is the one material where the safety gear is not optional; I only link tools and PPE I actually use. Details on my disclaimer page.
Why Carbon Fiber Is Hard on CNC
Carbon fiber composites embed chopped or woven carbon fibers in an epoxy resin matrix. The fibers are abrasive — far harder than carbide tool steel — and produce a sandpaper-like wear effect on cutting edges. A standard carbide end mill that lasts 100+ hours in aluminum lasts 60–90 minutes in carbon fiber before becoming unusable. The fix: use harder tools (diamond-coated, polycrystalline diamond, or specialty composite-cutting carbides) and accept the higher tool cost.
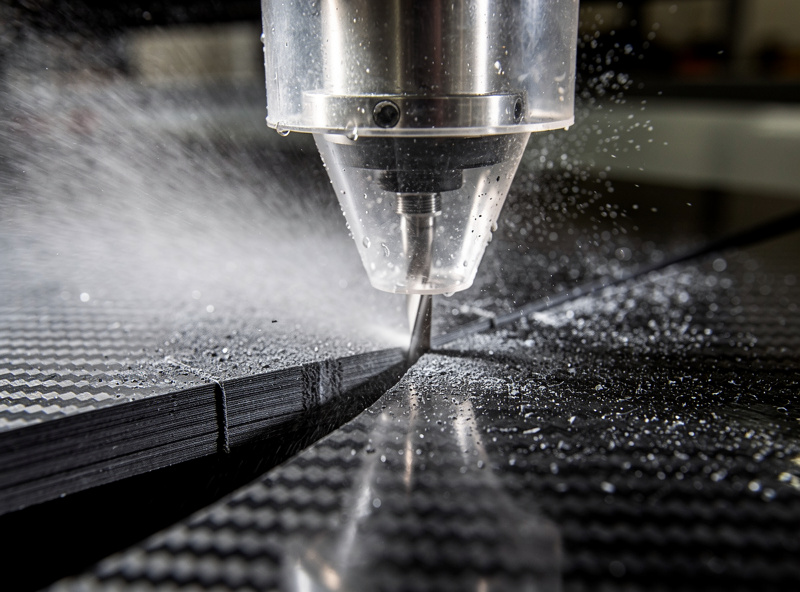
The fibers also splinter when cut, producing extremely fine particles and visible “fuzz” along the cut edge. The fine particles are respiratory hazards (similar to fiberglass) and can cause skin irritation. Carbon fiber dust also conducts electricity — fine particles can settle into electronic components and cause shorts or controller failures over time. For hobby CNC, the recommendation is to do carbon fiber work in a separate space from your main electronics, with dedicated dust collection and ventilation.
Tool Selection for Carbon Fiber
Three tool categories work for carbon fiber CNC. Diamond-coated end mills ($60–120 per tool) are the volume-machine standard — the diamond coating handles abrasive fibers and lasts 5–10x longer than uncoated carbide. Polycrystalline diamond (PCD) end mills ($150–300) are the premium option for production work, lasting 20–50x longer than carbide. Specialty composite-cutting carbides (Onsrud DLC-coated, Kyocera composite tools) at $40–80 split the cost difference and last 3–5x longer than standard carbide.
For occasional hobby carbon fiber work, a diamond-coated end mill is the practical pick — I keep one dedicated to CF and nothing else, because the abrasive fibers dull a tool fast enough that you do not want to share it with your good aluminum cutters. For production work (drone arms, RC car parts, FPV equipment), invest in PCD tooling — the longer life and better cut quality justify the price. Standard router bits or wood-cutting carbide tools should not be used on carbon fiber; tool failure is fast and the resulting tool fragments are dangerous. Our tooling fundamentals article covers tool selection across material types.
Carbon Fiber Settings Table
| Operation | Tool | RPM | Feed (IPM) | DOC | Stepover |
|---|---|---|---|---|---|
| Profile cutting (3 mm sheet) | 1/4″ diamond-coated | 15,000 | 30 | 0.5 mm | 20% |
| Profile cutting (5 mm sheet) | 1/4″ diamond-coated | 15,000 | 25 | 0.5 mm | 20% |
| Pocket clearing | 1/4″ diamond-coated | 15,000 | 25 | 0.5 mm | 30% |
| Hole drilling | Diamond-coated drill | 10,000 | 2 | Through | — |
| 3D contouring | 1/8″ PCD ball-nose | 15,000 | 20 | 0.3 mm | 10% |
The settings emphasize shallow depth of cut and conservative feed rates. Aggressive cuts produce excessive splintering at the cut edge and accelerate tool wear. Mist coolant or full flood coolant directed at the cut zone keeps the cut clean and reduces dust generation. Without coolant, the cut produces the maximum dust amount and accelerates tool wear by 3–5x.
Dust Safety: This Matters More Than Other CNC Materials
Carbon fiber dust is harmful in ways that wood and aluminum dust are not. The fine fibers are respiratory hazards similar to fiberglass — long-term exposure can cause lung irritation and silicosis-like conditions. The dust also embeds in skin causing irritation, and as mentioned earlier conducts electricity which damages electronics over time. Standard dust collection alone is not sufficient for safe carbon fiber work.
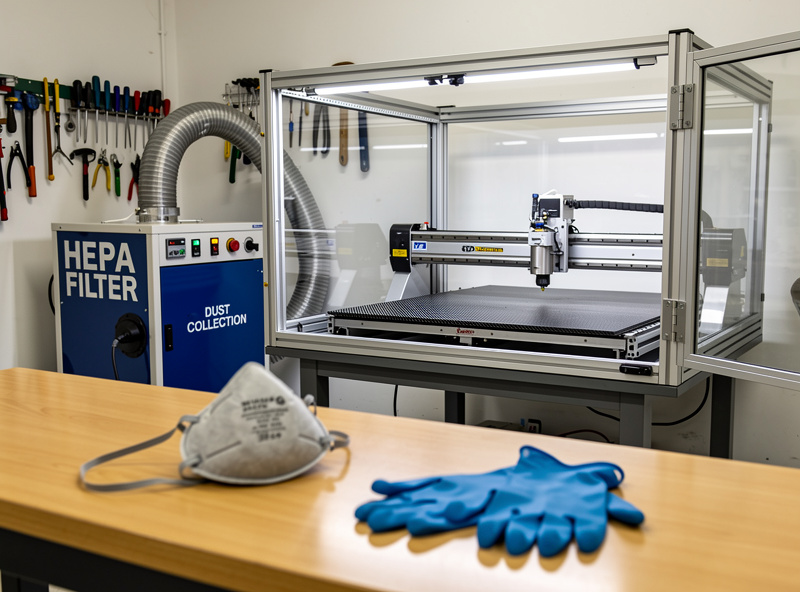
The required protocol: HEPA-filtered dust collection (Festool CT or equivalent, not a standard shop vacuum), an enclosed cutting area or sealed CNC frame, a P100 respirator (an N95 is the bare minimum), nitrile gloves to prevent skin contact, and post-cut cleaning with damp paper towels (not dry cloth — dry wiping spreads particles). For occasional hobby cuts the protections feel like overkill; for weekly or daily carbon fiber work they are non-negotiable, and this is the one CNC material where I will not start the spindle until the respirator is on. Our workshop setup article covers dust collection and safety design.
Carbon Fiber CNC Applications
Carbon fiber CNC targets specific high-performance applications where the strength-to-weight ratio matters. Drone frames and arms, FPV (first-person view) racing components, RC car chassis and body panels, robotics structural components, custom motorcycle parts, and aerospace prototyping. The material cost ($40–80 per square foot for 3 mm CFRP sheet) is high but the per-piece value is also high — a custom drone frame in carbon fiber retails for $80–200.
For hobby use, the practical projects are quadcopter frames (sized for 5-inch or 7-inch propellers, common FPV racing format), robot chassis plates (NEMA 17 stepper mounts and similar standard layouts), and replacement parts for existing carbon fiber products that have broken. The CAD-to-finished-part workflow is identical to other CNC materials; only the tooling and safety protocols differ. Our CNC projects guide covers project ideas across material types.
Post-Processing Carbon Fiber Cuts
Freshly cut carbon fiber edges have visible fiber fuzz — exposed fiber ends along the cut edge that look rough and shed particles. The fix is sealing the cut edge with epoxy or cyanoacrylate (CA) glue. Apply a thin layer of epoxy or thin CA glue to the cut edge with a small brush or applicator, allow 5–10 minutes to cure, and the fibers are sealed and the edge becomes durable. Without sealing, the cut edge sheds fibers indefinitely during use.
For visible finished parts, a clear epoxy coating (West System 105/207, MAS 100/206) over the entire surface produces a glossy finish that highlights the carbon fiber weave pattern. Two thin coats with light sanding between produces a flawless finish indistinguishable from commercial carbon fiber products. The finishing time is 4–6 hours including cure time, but the finished result is high quality enough to sell at premium prices. Our CAM software article covers toolpath setup for carbon fiber profile and pocket cutting.

Frequently Asked Questions
What end mill for cutting carbon fiber on CNC?
Diamond-coated 1/4-inch end mill for occasional work ($60–120). PCD (polycrystalline diamond) end mills for production work ($150–300, lasting 20–50x longer). Standard carbide end mills wear within 60–90 minutes on carbon fiber.
What feed rate for cutting carbon fiber?
30 IPM at 15,000 RPM with a 1/4-inch diamond-coated end mill, 0.5 mm depth of cut, 20% stepover. Conservative depth of cut prevents excessive splintering at the cut edge and reduces tool wear.
Is carbon fiber dust dangerous?
Yes. Fine fibers are respiratory hazards similar to fiberglass causing potential long-term lung damage. The dust also embeds in skin and conducts electricity damaging electronics. Use HEPA dust collection and N95 minimum respirator.
Can a hobby CNC cut carbon fiber?
Yes, with proper tooling and safety protocols. Shapeoko 5 Pro, Onefinity, and Sienci LongMill all handle carbon fiber. Genmitsu 3018 cannot reliably cut carbon fiber due to frame flex and limited spindle torque.
Do I need coolant for cutting carbon fiber?
Yes for best results. Mist coolant or flood coolant directed at the cut zone reduces dust generation, extends tool life by 3–5x, and improves cut quality. Without coolant, expect maximum dust and faster tool wear.
How do I prevent carbon fiber cuts from shedding fibers?
Seal the cut edge with thin CA glue or epoxy. Apply with a small brush to the cut edge, allow 5–10 minutes to cure. The fibers bond and the edge becomes durable. Without sealing the edge sheds fibers indefinitely.
What protective equipment for CNC carbon fiber?
N95 or P100 respirator, nitrile gloves, safety glasses, and an enclosed CNC frame or sealed cutting area. Carbon fiber dust is harmful to skin, lungs, and electronics — protective equipment is non-negotiable for any production work.


